فولاد آلیاژی 6587
فولاد 1.6587 (18CrNiMo7-6)

فولاد سمانته 1.6587
فولاد 1.6587، یک گرید سمانتهشونده نیکلدار کروم-نیکل-مولیبدن است با سختیپذیری عالی، چقرمگی هسته بالا و مقاومت به خستگی برتر، که برای ساخت قطعاتی که نیاز به سطح سخت و مقاوم به سایش همراه با هسته چقرمه و جذبکننده ضربه دارند، طراحی شده است.این فولاد با ترکیب نیکل بالا، سطح سخت (۵۸–۶۲ HRC) و هسته چقرمه (۳۰–۴۰ HRC) پس از سمانتاسیون ارائه میدهد و برای قطعاتی که نیاز به دوام طولانی در بارهای سنگین دارند، مناسب است.با این حال، هزینه بالاتر نسبت به گریدهای سادهتر و نیاز به عملیات حرارتی دقیق، ممکن است برای پروژههای اقتصادی کمتر ایدهآل باشد.در مقایسه با 1.5920 (18CrNi8)، که نیکل بیشتری دارد و چقرمگی هسته بهتر ارائه میدهد اما سختیپذیری کمتر و قیمت بالاتر دارد، 1.6587 تعادل بهتری بین سختیپذیری و هزینه ارائه میدهد.در مقایسه با 1.7131 (16MnCr5)، که بدون نیکل است و هزینه پایینتر و سختیپذیری متوسط دارد اما چقرمگی هسته کمتر و برای قطعات کوچکتر مناسبتر است، 1.6587 برای قطعات حجمی بهتر عمل میکند اما پیچیدگی عملیات حرارتی آن بیشتر است.در ایران این گرید یکی از پرمصرفترین فولادهای سمانتهشونده برای قطعات خودرو سنگین، ماشینآلات صنعتی و هوافضا است و به دلیل سختیپذیری عمیق در مقاطع بزرگ، انتخاب اول قالبسازان و قطعهسازان است.شرکت فولاد ایرانیان شایگان این گرید را با بالاترین کیفیت از کارخانههای معتبر داخلی (فولاد آلیاژی ایران، اسفراین، پاسارگاد و روهینا) تأمین میکند تا مشتریان با خیال راحت از عملکرد و دوام قطعات خود اطمینان داشته باشند.
Shaygan Iranian Steel Company proudly supplies 1.6587 (18CrNiMo7-6), a premium nickel-bearing case-hardening steel with excellent hardenability, core toughness, and fatigue resistance for large gears and shafts. Ideal for heavy-duty gears, high-pressure shafts, pinions, and aerospace components. Sourced from Iran’s top mills — Alloy Steel Iran, Esfarayen, Pasargad, Rohina — compliant with DIN EN 10084. Contact us for high-performance case-hardening steel solutions tailored to your needs.
صنایع و قطعات پرکاربرد
فولاد 1.6587 به دلیل سمانتاسیون عالی، چقرمگی هسته و سختیپذیری حجمی، در صنایعی که قطعات حجمی تحت بار سنگین و سایش کار میکنند، کاربرد گستردهای دارد.در خودروسازی سنگین برای چرخدنده گیربکس کامیون، شفتهای انتقال قدرت، پینهای اتصال باربر استفاده میشود.در ماشینآلات صنعتی برای چرخدندههای حجمی، شفت پمپ سنگین، بوشینگهای پرفشار به کار میرود.در هوافضا برای پین موتور جت، اتصالات دقیق، شفتهای کوچک باربر انتخاب میشود.در انرژی برای شفت توربین کوچک، اتصالات ژنراتور، قطعات تحت فشار کاربرد دارد.در معدن برای چرخدندههای سنگشکن، اتصالات تجهیزات سنگین استفاده میشود.در صنایع دفاع برای مکانیزمهای حجمی، پینهای زرهی مناسب است.با این حال، هزینه بالاتر و نیاز به تجهیزات پیشرفته برای عملیات حرارتی، ممکن است برای صنایع کوچکتر چالشبرانگیز باشد.
ترکیب شیمیایی 1.6587
کربن c | مولیبدن MO | نیکل NI | منگنز MN | فسفر P | گوگرد S | سیلیکون SI | کروم CR |
0.21% حداکثر | 0.35% حداکثر | 1.70% حداکثر | 0.70% حداکثر | 0.025% حداکثر | 0.035% حداکثر | 0.40% حداکثر | 1.8% حداکثر |
0.15% حداقل | 0.25% حداقل | 1.40% حداقل | 0.40% حداقل | 0.0% حداقل | 0.0% حداقل | 0.15% حداقل | 1.5% حداقل |
نقش عناصر کلیدی
نیکل ۱.۵٪ چقرمگی هسته و مقاومت به ضربه را حتی در مقاطع بزرگ تضمین میکند.کروم ۱.۶٪ تشکیل کاربید و مقاومت به سایش سطحی در سمانتاسیون را بهبود میبخشد.مولیبدن ۰.۳٪ از شکنندگی تمپر جلوگیری میکند و مقاومت به خستگی را افزایش میدهد.کربن پایین سمانتاسیون را آسان میکند و از شکنندگی سطح جلوگیری میکند.این ترکیب، سختیپذیری حجمی عالی (تا ۲۰۰ mm) ارائه میدهد و 1.6587 را برای قطعاتی که نیاز به هسته چقرمه و سطح سخت دارند، ایدهآل میکند.با این حال، وجود نیکل و مولیبدن هزینه را افزایش میدهد و عملیات حرارتی را پیچیدهتر میکند.در مقایسه با 1.5920 (18CrNi8)، که نیکل بیشتری دارد اما بدون مولیبدن، 1.6587 مقاومت به خستگی بهتر ارائه میدهد اما چقرمگی هسته کمی کمتر است.در مقایسه با 1.7131 (16MnCr5)، که بدون نیکل و مولیبدن است، 1.6587 سختیپذیری حجمی بهتر و چقرمگی هسته بالاتر دارد اما قیمت بالاتری دارد.
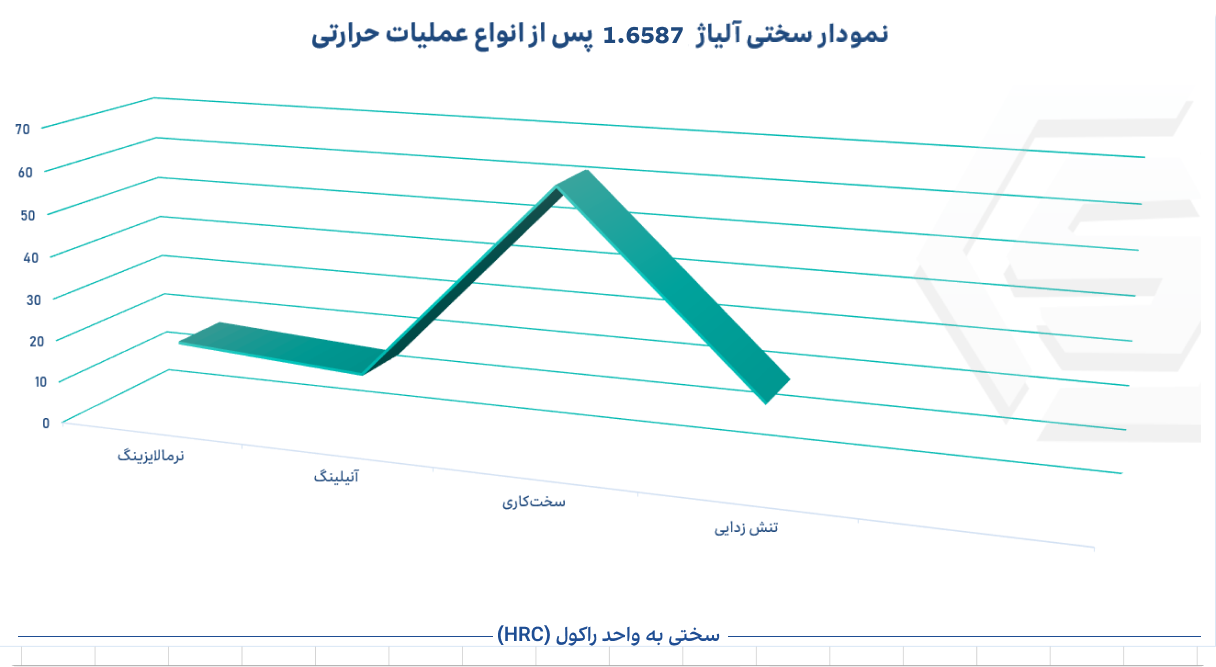
سختی پس از عملیات حرارتی فولاد 1.6587
تنشزدایی Stress Relieving | تمپرینگ Tempering | سمانتاسیون + سختکاری Hardening | آنیلینگ Annealing | نرمالایزینگ Normalizing |
190-229 HB سختی برینل : | - HB سختی برینل : | - HB سختی برینل : | 156-207 HB سختی برینل : | 190-229 HB سختی برینل : |
10-18 HRC سختی راکول : | ۵۸–۶۲ (سطح) HRC سختی راکول : | ۵۸–۶۲ (سطح) / ۳۰–۴۰ (هسته) HRC سختی راکول : | 8-15 HRC سختی راکول : | 10-18 HRC سختی راکول : |
550-650°C دما : | 150-200°C دما : | ۹۰۰–۹۳۰°C + ۷۸۰–۸۲۰°C دما : | 650-700°C دما : | 870-900°C دما : |
سختی فولاد 1.6587 در حالت نرمالایز ۱۹۰ تا ۲۲۹ HB است که برای ماشینکاری و فرمدهی مناسب است اما ممکن است برای قطعات بسیار بزرگ نیاز به تجهیزات خاص داشته باشد.در حالت آنیلشده سختی ۱۵۶ تا ۲۰۷ HB برای تراشکاری سنگین و حفاری ایدهآل است اما شکنندگی در دماهای پایین ممکن است افزایش یابد.پس از سمانتاسیون و سختکاری، سطح ۵۸ تا ۶۲ HRC و هسته ۳۰ تا ۴۰ HRC میرسد — سطح سخت برای مقاومت به سایش اما هسته ممکن است در بارهای شدید نیاز به تقویت داشته باشد.تمپرینگ پایین سختی سطح را حفظ میکند و تنشزدایی پایداری ابعادی را تضمین میکند اما فرآیند کلی هزینهبر است.این محدوده سختی، 1.6587 را برای چرخدندههای حجمی مناسب میکند اما در مقایسه با گریدهای سادهتر، پیچیدگی بیشتری دارد.در مقایسه با 1.5920، سختیپذیری مشابه اما با مولیبدن، مقاومت به خستگی بهتر است اما چقرمگی هسته کمی کمتر.در مقایسه با 1.7131، سختیپذیری حجمی بهتر است اما هزینه بالاتر و نیاز به کنترل دقیقتر عملیات حرارتی دارد.
نهایت دمای قابل تحمل و دمای ذوب فولاد 1.6587
دمای کاری مداوم Continuous working temperature | دمای کوتاهمدت (پیک) Short-term (peak) temperature | دمای ذوب Melting Point |
200-300°C | 350-400°C | 1450-1500°C |
بدون افت خواص مکانیکی قابل توجه | برای شرایط اضطراری | برای ریختهگری و ذوب مجدد |
فولاد 1.6587 برای دمای کاری مداوم تا ۲۰۰–۳۰۰ درجه طراحی شده و خواص مکانیکی و چقرمگی خود را حفظ میکند — مناسب برای قطعات خودرو و ماشینآلات متوسط. در دماهای کوتاهمدت تا ۴۰۰ درجه قابل تحمل است، اما بالاتر از آن سختی سطح کاهش مییابد. دمای ذوب ۱۴۵۰ تا ۱۵۰۰ درجه برای فرآیندهای ریختهگری مناسب است. این محدوده دمایی، 1.6587 را برای کاربردهای تحت حرارت متوسط ایدهآل میسازد.
تست کشش (Tensile Test) فولاد 1.6587
سمانتاسیون + سختکاری + تمپرینگ (هسته) Hardening | آنیلینگ Annealing | نرمالایزینگ Normalizing |
800-1000 (MPa) استحکام تسلیم : | 550-700 (MPa) استحکام تسلیم : | 600-750 (MPa) استحکام تسلیم : |
1000-1200 (MPa) استحکام کششی : | 750-950 (MPa) استحکام کششی : | (MPa) 800-1000 استحکام کششی : |
15-10 (%) ازدیاد طول : | 18-25 (%) ازدیاد طول : | 15-20 (%) ازدیاد طول : |
16 - 12 (%) کاهش سطح مقطع : | 50-60 (%) کاهش سطح مقطع : | 15-20 (%) کاهش سطح مقطع : |
مقاومت کششی فولاد 1.6587، به معنای حداکثر باری که فولاد میتواند قبل از شکست تحمل کند، با واحد MPa اندازهگیری میشود و بسته به عملیات حرارتی از ۵۵۰ تا ۱۴۰۰ MPa متغیر است.در حالت آنیلشده، استحکام کششی ۵۵۰ تا ۷۰۰ MPa با ازدیاد طول ۲۰ تا ۲۵٪ برای شکلپذیری بالا ایدهآل است و اجازه میدهد قطعات را بدون خطر شکست فرم دهید.پس از سمانتاسیون و سختکاری، هسته استحکام کششی ۹۰۰ تا ۱۱۰۰ MPa با کاهش سطح مقطع ۴۰ تا ۵۰٪ دارد که دوام در بارهای دینامیک را تضمین میکند.سطح سمانتهشده استحکام کششی ۱۲۰۰ تا ۱۴۰۰ MPa ارائه میدهد که مقاومت به سایش را چندین برابر میکند.این خواص، 1.6587 را برای قطعات حجمی تحت بار سنگین مانند شفت و چرخدنده مناسب میکند.با این حال، در مقایسه با 304، استحکام کششی کمتر است اما چقرمگی هسته بهتر.به زبان ساده: این فولاد بار را تحمل میکند، کش میآید و نمیشکند — ترکیب عالی برای دوام طولانی.
چقرمگی 6587 پس از عملیات حرارتی
نرمالایزینگ Normalizing | آنیلینگ Annealing | سمانتاسیون + سختکاری Cementation + Hardening | تمپرینگ پایین Low tempering | تنشزدایی De-escalation |
(J) 40-60 مقدار چقرمگی : | (J) 50-70 مقدار چقرمگی : | (J) ۱۵–۲۵ (سطح) / ۴۰–۵۵ (هسته) مقدار چقرمگی : | (J) 45-45 هسته مقدار چقرمگی : | (J) 50-70 مقدار چقرمگی : |
870-900°C دما : | 650-700°C دما : | ۹۰۰–۹۳۰°C + ۷۸۰–۸۲۰°C دما : | 150-200°C دما : | 550-600°C دما : |
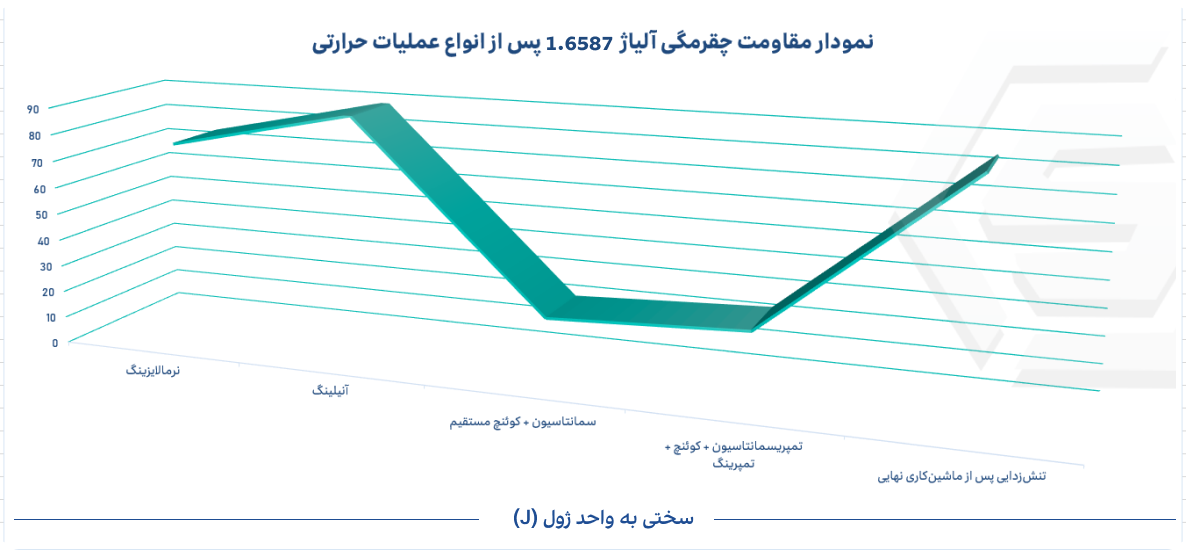
چقرمگی فولاد 1.6587 در حالت نرمالایز ۴۰ تا ۶۰ ژول است که برای قطعات تحت ضربه متوسط کافی است اما در مقایسه با گریدهای پرکربن، ممکن است در بارهای شدید نیاز به تقویت داشته باشد.در حالت آنیلشده چقرمگی ۵۰ تا ۷۰ ژول برای ماشینکاری و فرمدهی عالی است اما شکنندگی در دماهای پایین ممکن است افزایش یابد.پس از سمانتاسیون و سختکاری، سطح ۱۵ تا ۲۵ ژول و هسته ۴۰ تا ۵۵ ژول تعادل بینظیری ایجاد میکند اما سطح ممکن است در ضربههای شدید شکنندهتر باشد.تمپرینگ پایین چقرمگی هسته را به ۴۵ تا ۶۵ ژول افزایش میدهد و تنشزدایی ۵۰ تا ۷۰ ژول پایداری ابعادی را تضمین میکند اما فرآیند کلی پیچیده و هزینهبر است.این چقرمگی هسته، چرخدندهها و شفتها را از شکست ناگهانی در بارهای دینامیک محافظت میکند اما در مقایسه با 1.5920، چقرمگی هسته کمی کمتر است.در مقایسه با 1.7131، چقرمگی هسته بالاتر است اما هزینه بیشتر و سختیپذیری پیچیدهتر دارد.به همین دلیل، 1.6587 برای کاربردهای حجمی مناسبتر است اما برای پروژههای اقتصادی، ممکن است بیش از حد باشد.
آبکاری (کوئنچ) فولاد 1.6587
عملیات آبکاری | دما (°C) | محیط کوئنچ | سختی نهایی سطح (HRC) | توضیح کاربردی |
|---|---|---|---|---|
کوئنچ مستقیم پس از سمانتاسیون | ۷۸۰–۸۲۰ | روغن | ۵۸–۶۲ | بهترین نتیجه — ترک کم، سختی بالا |
کوئنچ در پلیمر | ۷۸۰–۸۲۰ | پلیمر | ۵۷–۶۱ | تغییر شکل کمتر — برای قطعات دقیق |
کوئنچ در گاز (خلأ) | ۷۸۰–۸۲۰ | گاز فشار بالا | ۵۸–۶۲ | بدون اکسیداسیون — برای قطعات حساس |
آبکاری (کوئنچ) فولاد 1.6587، مرحله کلیدی برای افزایش سختی سطحی پس از سمانتاسیون است و سختی سطح را به ۵۸ تا ۶۲ HRC میرساند.کوئنچ در روغن رایجترین روش است و ترک کمتری ایجاد میکند، در حالی که پلیمر تغییر شکل را به حداقل میرساند.کوئنچ در گاز فشار بالا (خلأ) اکسیداسیون را حذف میکند و سطح تمیز ارائه میدهد.تمپرینگ پس از آبکاری ضروری است تا تنشها کاهش یابد و شکنندگی سطح حذف شود.این روش، سطح را مثل الماس سخت و هسته را انعطافپذیر نگه میدارد — تعادل کامل برای قطعات سمانته.در ایران، آبکاری روغن رایج است و کارخانههای بزرگ آن را با کنترل دقیق انجام میدهند تا ترک کمتری ایجاد شود.با این حال، آبکاری نیاز به تجهیزات دقیق دارد و در قطعات حجمی ممکن است تغییر شکل ایجاد شود.به زبان ساده: آبکاری سطح را سخت میکند، تمپرینگ آن را مقاوم میکند — ترکیب عالی برای قطعات سمانته.
مقایسه با گریدهای 1.5920 و 1.7131
ویژگی | 1.6587 (18CrNiMo7-6) | 1.5920 (18CrNi8) | 1.7131 (VCN150) | برنده (در چه شرایطی) |
|---|---|---|---|---|
نیکل (%) | ۱.۴۰–۱.۷۰ | ۱.۸۰–۲.۲۰ | بدون نیکل | 1.5920 برای چقرمگی هسته بالاتر |
مولیبدن (%) | ۰.۲۵–۰.۳۵ | بدون مولیبدن | بدون مولیبدن | 1.6587 برای مقاومت به خستگی بهتر |
سختیپذیری حجمی (mm) | تا ۲۰۰ | تا ۱۵۰ | تا ۱۰۰ | 1.6587 برای قطعات بزرگتر |
چقرمگی هسته (ژول) | ۴۰–۵۵ | ۴۵–۶۰ | ۴۰–۶۰ | 1.5920 کمی بهتر |
هزینه تقریبی | متوسط-بالا | بالا | پایین | 1.7131 اقتصادیتر |
کاربرد اصلی | چرخدنده حجمی، شفت سنگین | قطعات بسیار حجمی | چرخدنده متوسط | بسته به اندازه قطعه |
فولاد 1.6587 با مولیبدن، مقاومت به خستگی و سختیپذیری حجمی بهتری نسبت به 1.7131 دارد و برای قطعات بزرگتر (تا ۲۰۰ mm) مناسبتر است، اما گرانتر است. 1.5920 (18CrNi8) نیکل بیشتری دارد و چقرمگی هسته بالاتری ارائه میدهد، اما بدون مولیبدن، مقاومت به خستگی کمتر است و قیمت بالاتری دارد. 1.7131 اقتصادیترین گزینه است و برای قطعات متوسط (تا ۱۰۰ mm) کافی است، اما در قطعات حجمی چقرمگی هسته کمتری دارد. به زبان ساده: اگر قطعه شما بزرگ و تحت بار سنگین است، 1.6587 انتخاب ایدهآل است؛ اگر بسیار حجمی، 1.5920؛ اگر متوسط و اقتصادی، 1.7131. این تفاوتها به قالبساز اجازه میدهد بر اساس اندازه، بار و بودجه، بهترین گرید را انتخاب کند. در ایران، 1.6587 به دلیل تعادل عالی بین هزینه و عملکرد، پرفروشترین است.
جوشپذیری و تعمیرپذیری فولاد 1.6587 (18CrNiMo7-6)
جوشپذیری فولاد 1.6587 متوسط است و با رعایت پیشگرم، پسگرم و انتخاب فیلر مناسب، قابل انجام است اما نیاز به دقت بالا دارد تا از ترک سرد یا گرم جلوگیری شود.پیشگرم ۱۵۰ تا ۴۰۰ درجه (بسته به حالت) برای جلوگیری از ترک سرد ضروری است و پسگرم ۵۵۰ تا ۷۵۰ درجه تنشهای باقیمانده را کاهش میدهد و چقرمگی منطقه جوش را حفظ میکند.روشهای پیشنهادی TIG یا SMAW با فیلر NiCrMo (مانند ER80S-Ni1 یا الکترودهای مشابه) بهترین نتیجه را میدهند و جوش همگن ایجاد میکنند.در حالت آنیلشده یا نرمالایز، جوشکاری آسانتر است و تعمیر قطعات بدون مشکل انجام میشود — هزینه تعمیر معمولاً کمتر از ۱۰٪ هزینه ساخت قطعه جدید است.در حالت سمانتهشده، جوشکاری سطح سخت دشوارتر است و خطر ترک بالا میرود؛ در این موارد، تعمیر با اضافه کردن اینسرت، بولت یا جوشکاری فقط هسته توصیه میشود و پس از جوش، سمانتاسیون مجدد یا پوشش لازم است.در ایران، کارگاههای حرفهای با پیشگرم دقیق و فیلر مناسب، تعمیر قطعات 1.6587 را بدون افت کیفیت انجام میدهند بدون کاهش خواص آلیاژی.با این حال، جوشپذیری متوسط ممکن است در قطعات حجمی چالشبرانگیز باشد و نیاز به تخصص بالا دارد.به زبان ساده: اگر پیشگرم و پسگرم را درست انجام دهید، قطعه شما دوباره مثل روز اول کار میکند — بدون اینکه نیاز به ساخت جدید باشد.
قالب فولادی و اندازه مقاطع 1.6587 (18CrNiMo7-6)
شرکت فولاد ایرانیان شایگان با افتخار فولاد آلیاژی سمانته 1.6587 را از کارخانجات معتبر فولاد آلیاژی ایران، روهینا، اسفراین و پاسارگاد تأمین میکند. این فولاد،، با استانداردهای DIN EN 10083-3 و ISO 9001 تولید میشود. فولاد آلیاژی ایران با ظرفیت بالای تولید و تجهیزات پیشرفته، کیفیت برتر را تضمین میکند. روهینا با فناوری مدرن، اسفراین با دانش فنی اتریش و آلمان، و پاسارگاد با زنجیره کامل فولادسازی، محصولاتی با اصالت و دوام عرضه میکنند. این کارخانجات گواهینامههای بینالمللی داشته و بر کیفیت نظارت دقیق دارند. فولاد های ما در اشکال میلگرد، تسمه و ورق، است. همکاری با این تولیدکنندگان، تضمینکننده استحکام، چقرمگی و استانداردهای جهانی است.